




Introduction
The glass experts at Read Consulting LLC performed a failure analysis to determine the type and extent of window defects (window damage) found at a Hotel. At the time of delivery and installation, they appeared to be acceptable. However, over the period of two to three years, these windows began to appear as if they were dirty showing a swirly stain pattern. Attempts by the hotel staff to clean off the “dirt” were unsuccessful. As a result a number of windows on the south elevation were replaced. Over time, the replacement windows also displayed the subject defect. The glass experts at Read Consulting were asked to characterize the window defects (i.e. perform a window defect analysis) and to assess the extent of the problem (i.e. how many of the windows were defective).
Results Summary
The windows have defective Low E coating on window surface 2 (see Figure #1) on the interior of the dual pane structure of the window. This is a manufacturing defect and is not a result of post installation cleaning damage. The defect is so severe that these windows cannot pass ASTM 1036. The glass experts observed that 100% of the windows at the hotel are affected and all these windows require replacement.
Failure Analysis Procedure
This effort has two parts:
Part One:
Determine the Nature of the Defect:
An exemplar defective window was shipped to Read Consulting for evaluation. This window was evaluated visually and with a low power microscope. In addition, the “outside” glass panel was removed from the dual panel structure. Surface #2 was then examined directly with a low power microscope. In addition, a plastic “scraper” was used to remove portions of the soft E-Coating on surface #2.
Part Two:
Determine the Extent of Window Damage:
–Determine How Many of the Windows at the Hotel Are Affected:
Because the lighting angle is important, two days were spent viewing and photographing representative windows all around the Hotel. The examination spanned a two day period and allowed viewing during proper lighting of the various windows.
–Determine if this Defect Would Pass ASTM C 1306- 06:
The tests described and recommended by ASTM C 1306 – 06 were performed on several representative windows from the interior of the hotel rooms. These windows were examined while transmitting diffuse light. The severity of the defect was recorded.
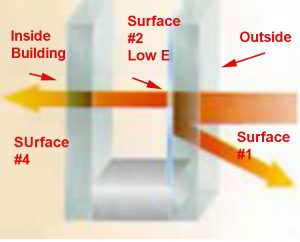
Figure #1: Demonstration of a “low E” dual pane thermal control window. This illustrates the low E windows installed at the Hotel. The surfaces are numbered from #1 (the outdoor surface) through #4 (the indoor surface).
Window Failure Analysis Results
Nature of the Window Damage
Examination of Exemplar Window by Read Consulting

Figure #2: Photomicrograph of the window defect as observed through the glass from surface #1. The defect appears to be some sort of scratching on surface #2 (Mag. 40X).
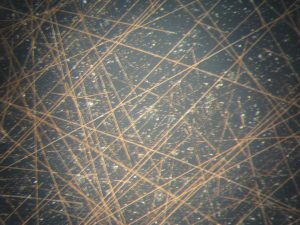
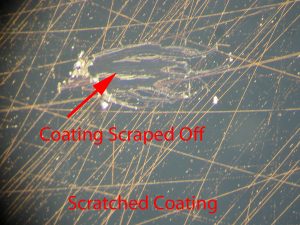
Figure #3: Photomicrograph of the window defect as observed directly on the exposed surface #2. On the left is the defect and it appears to be some sort of scratching. The photo on the right is after the low E coating has been scraped off. The defect is contained in the Low E coating on surface #2. It is not scratching of the glass. This means that there is a defect in the Low E coating that looks like scratching but worsens with time. The fact that the window defect is on a surface interior to the dual pane structure demonstrates that it is a manufacturing defect and is not a result of post installation window cleaning (Mag. 40X).
Extent of the Damage
All four elevations at the hotel were viewed to determine the appearance of the window damage and to determine the percentage of windows affected. The window defect in question was discovered because the windows appeared dirty and could not be cleaned. The windows show a defect that appears as “a swirly dirty contaminant.” However, as stated before, cleaning the windows had no effect on the defect. The two day site inspection revealed that all of the windows at the Hotel are affected.
ASTM C1306 Test Results
ASTM C 1036- 06 Standard Specification for Flat Glass
The subject window defect eventually becomes bad enough that it can be seen (per the illumination requirements of ASTM C1306) at a distance of 160 inched when viewed on the normal while transmitting diffuse light. This classifies the defects as heavy defects that are not separated. Thus, the defect is an array of medium to heavy linear defects and therefore, none of these windows would qualify as architectural grade windows per ASTM C1036.
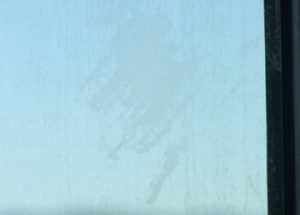
Figure #6: Photograph of a defective window taken from inside the room with incident diffuse light. The array of linear defects is visible as far as 160 inches from the window. Because of these defects, the glass in these windows disqualify them as suitable for architectural glass.