




Introduction
Typically glass failure analysis is performed after the fact. A glass fracture occurs, and the glass failure analysis is performed visually and with a low power microscope. The object of the failure analysis is to find the Wallner lines and to use these to track back to the failure origin. The origin is examined microscopically to determine the cause of the failure. From time to time, there are claims that a soda bottle or a beer bottle has failed from excessive internal pressure. In these cases, it is helpful during failure analysis to compare the unknown failure to known overpressure failures. The two aspects of interest are the overall crack pattern and the failure origin. Read Consulting built a test apparatus that can apply hydraulic pressure internally to bottles to cause failure (Figure #1). This “tool” was used to break various 12 oz beer bottles; these were then characterized with respect to the overall crack patterns and the failure origins.
Procedure
Sample bottles were labeled, taped with transparent shipping tape and filled to the top with water. They were then assembled into the hydraulic pressure test apparatus shown in Figure #1. This apparatus has a pressure gauge that measures the applied hydraulic pressure to the bottle interior in the range from 0 psi to 1000 psi. During fracture testing, the bottle pressure was increased slowly till failure. The failure pressure was noted and the bottle removed from the test rig and examined. Both the overall crack pattern and the failure origin were examined and documented photographically.
Failure Analysis Results Summary
The over pressure failures are driven by hoop stresses. The failure initiates at a small surface defect and forms an initial crack that is straight and parallel to the bottle axis. After approximately 0.5 inch growth, the initial crack then fans out into numerous cracks at both ends. These then wrap around the bottle. All the failures initiate at a minor surface defect and initially form a fracture mirror (indicating initial slow growth). The initial mirror is bordered by mist hackle.
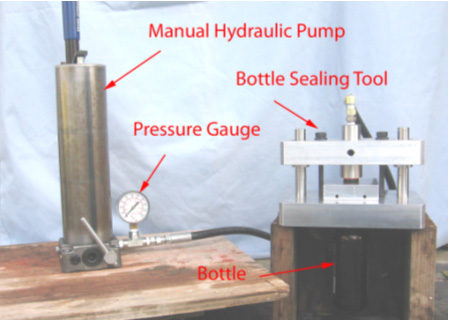
Figure #1: Photograph of bottle test apparatus. A hand hydraulic pump is used to apply pressure to a bottle interior. The pressure is read from the gauge attached to the hydraulic line. Pressure is slowly increased until the bottle breaks, and the breaking pressure is recorded.
Discussion
As a control, several bottles were tested without tape, and several more were tested with clear plastic bags held to the bottles with rubber bands. All three (free, plastic bag and taped) broke at approximately at the same pressure, and the fracture patterns appeared to all be the same. This indicates that the surface layer (i.e. tape) had negligible effect on the bottle failures. Taping was preferred because the failed bottles were preserved. This facilitated subsequent glass failure analysis.
Results
The bottle failures occurred on the shoulder, body or heel. The location of the starting crack is dictated by the local surface condition (i.e. failure will occur at the “weakest link”). In all cases, the initial crack starts as a straight crack which is parallel to the axis of the bottle. This is proof that the initial failure is driven by the hoop stresses created by the internal hydraulic pressure. After the straight crack grows approximately 0.5 inch, it branches out (i.e. fans out into numerous cracks) at both ends. The failure pressure varied from bottle to bottle, and for a higher breaking pressure the initial straight crack is shorter and the total number of cracks increases. In all cases of significant breaking pressure (i.e. > 250 psi hydraulic pressure), the spreading branch cracks wrap around the bottle and cause complete disintegration of the bottle. In addition, the origins of these failures have a distinct geometry. All show that the initial crack grows slowly forming a classic mirror fracture; when the crack reaches terminal velocity, the mirror surface turns to mist hackle which forms a border around the initial fracture mirror.
Below are two sample bottle failures that initiated at the same hydraulic pressure (410 psi). One failure initiated on the body; the other failure initiated at the heel. In both cases, the initial crack is straight and parallel to the axis of the bottle. Later both initial cracks branched out into numerous cracks that wrap around the bottle.
Bottle Failure that started in the Body:
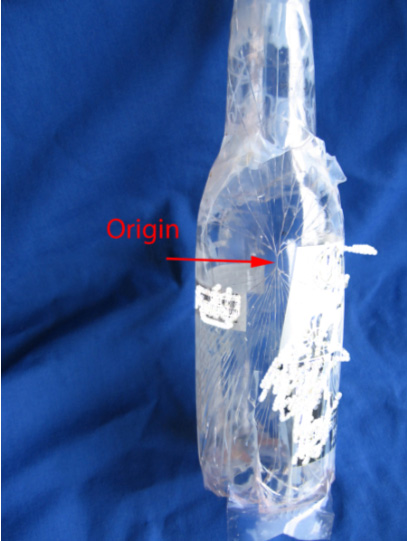
Figure #2: Photograph of an over pressure (410 psi) failure of a 12 oz beer bottle. This failure started in the body as a straight crack parallel to the axis of the bottle. After approximately 0.5 inch of growth, the crack fanned out at each end. These cracks wrap around the bottle and caused its complete disintegration.
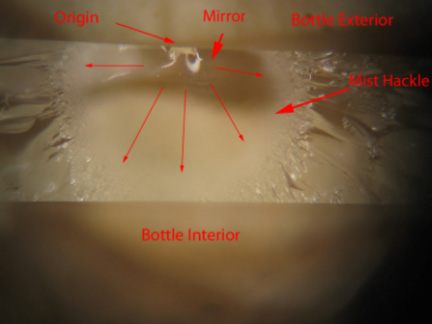
Figure #3: Photomicrograph of the failure origin of the bottle shown in Figure #2. The crack starts at a small defect on the outer surface of the bottle. It spreads slowly forming a flat mirror fracture. Then terminal velocity is reached (indicated by the mist hackle surrounding the mirror. The crack then grows rapidly and fans out as discussed above (Mag. 40X).
Bottle Failure that started at the Bottle Heel:

Figure #4: Side view of an over pressure (410 psi) glass failure of a 12 oz beer bottle. This glass failure started in the heel as a straight crack parallel to the axis of the bottle. After approximately 0.5 inch of growth, the crack fanned out at each end. These cracks wrap around the bottle and caused its complete disintegration.

Figure #5: Bottom view of the same bottle shown in Figure #3. Again, this failure started in the heel as a straight crack parallel to the axis of the bottle. The initial straight crack wrapped around the heel into the base. After approximately 0.5 inch of growth, the crack fanned out at each end. These cracks wrap around the bottle and caused its complete disintegration.
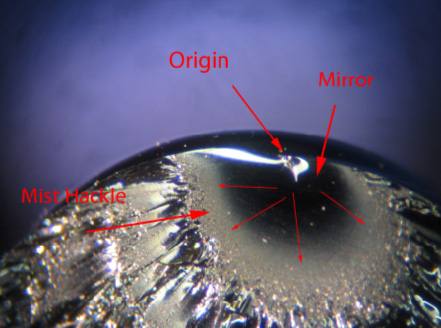
Figure #6: Photomicrograph of the failure origin of the bottle shown in Figure #’s 3 & 4. The crack starts at a small defect at the heel on the outer surface of the bottle. It spreads slowly forming the flat mirror fracture surface. Then terminal velocity is reached (indicated by the mist hackle border). It then grows rapidly and eventually fans out as discussed above (Mag. 40X).
Many thanks for that very interesting results on glass bottle failure using the lab’s pressure tester. Also, very clear explanation of the results. Excellent.
Can you provide a distribution of breaking pressures?
I cannot. The pressures ranged from 100psi to 350psi.
Thank you for the intriguing results regarding the origin of breakage. Could you please share the visual analysis conducted prior to the pressure test? Were the Wallner lines visible before the tests commenced?
There were no visible defects in the bottle prior to the testing.
The bottles were visually scanned before testing. There were no visible defects such as scratching. Wallner lines are produced by the failure and are on the resulting fracture surfac
e.